High-Efficiency Dustless Feeding Station

Streamline your bulk powder handling with our industrial-grade Dustless Feeding Station. Professionally engineered to eliminate airborne particulate pollution, maximize material recovery, and ensure a clean, OSHA-compliant production environment for modern manufacturing.
- 100% Dust-Free Workspace: The integrated negative pressure extraction prevents fine powders from escaping, drastically improving air quality and safeguarding operator safety.
- Zero Material Waste: Equipped with an intelligent reverse pulse-jet cleaning mechanism that automatically recovers retained particles from filters back into the process stream.
- Seamless Process Integration: Easily combines manual bag unpacking, safety screening, iron removal, and downstream pneumatic/mechanical conveying into a unified, enclosed loop.
- Strict Regulatory Compliance: Meets demanding environmental, cleanroom, and hygienic production standards, making it perfect for high-purity and toxic dust environments.
Working Principle of Dustless Feeding Station
Our dustless feeding station utilizes a continuous negative pressure loop combined with automatic filtration to deliver absolute dust containment during bulk material discharge:
- Manual Bag Discharge: The operator places the material bag onto the ergonomic support platform, cuts it open, and discharges the bulk solids into the lower collection hopper.
- Negative Pressure Capture: The moment material drops, a high-velocity induced draft fan generates immediate negative pressure at the feeding port, capturing all fugitive dust before it can escape into the workshop.
- Advanced Air Filtration: Dust-laden air is drawn upward through high-precision filter cartridges. Fine particulates are trapped securely on the external surface of the filter while clean air is exhausted out.
- Automatic Pulse Regeneration: Controlled by a synchronized timer, compressed air bursts from the reverse pulse airbag dislodge accumulated dust from the filter, dropping it right back into the hopper without stopping the process.
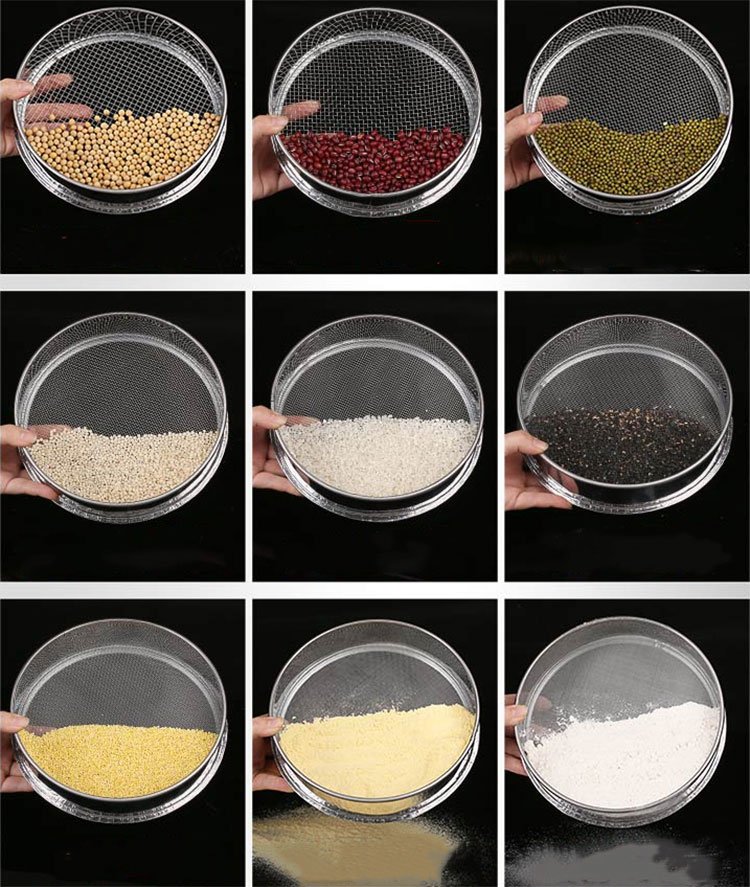
- Screening & Downstream Feed: Materials pass through the integrated vibrating screen to break agglomerates and filter out foreign matter, moving directly into the vacuum feeder or screw conveyor.

Product Advantages
- Ergonomic & Operator Friendly: Designed with an optimal platform height and a gas-spring assisted hood door to minimize physical fatigue during manual bag handling.
- Intelligent Automated Control: The system runs on a highly stable control unit that regulates fan execution and pulse cleaning frequencies without manual intervention.
- Heavy-Duty Sanitary Construction: Built from premium stainless steel (SUS304 or SUS316L) with continuous, precision-ground welds to ensure zero material retention and effortless cleaning.
- Low Operational Costs: High-efficiency, durable filter cartridges require minimal replacement intervals, reducing factory downtime and long-term maintenance overhead.
.
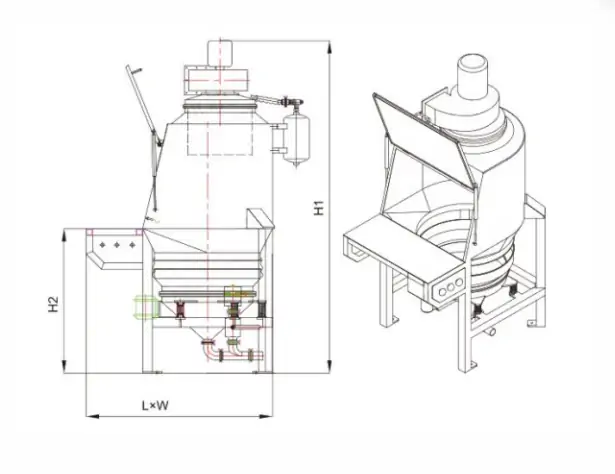
Technical Parameters
Our standard sizing accommodates various processing layouts. Custom frame dimensions and custom-built configurations are fully supported based on facility requirements.
| Model | H1 (mm) | H2 (mm) | L (mm) | W (mm) |
| JR800 | 2200 | 900 | 1100 | 800 |
| JR1000 | 2200 | 900 | 1100 | 1000 |
Applications
The flexibility of our dust-free feeding system makes it the benchmark choice for first-stage raw material feeding across demanding powder-processing sectors:

Pharmaceuticals & Medical
Perfect for the safe discharge of active pharmaceutical ingredients (APIs), toxic chemical compounds, excipients, and crystalline materials under rigid sanitary constraints.

Food & Beverage Processing
Extensively utilized for feeding bulk ingredients such as flour, starches, sugar, milk powder, cocoa, spices, and stabilizers with zero external contamination risks.
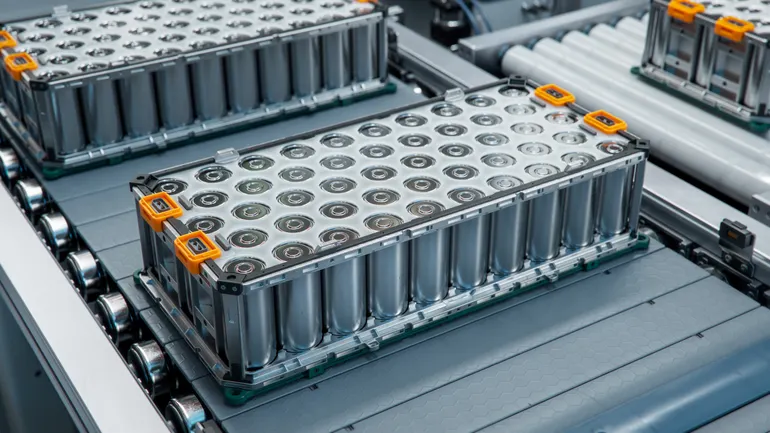
New Energy & Lithium Batteries
Ideally suited for containing hazardous, ultra-fine, or high-value dust during the handling of cathode/anode precursors, lithium carbonates, and graphite materials.

Chemicals, Plastics & Rubber
Engineered to handle a wide range of chemical additives, carbon black, PVC powders, resins, and pigments, ensuring dust-free material loading for compounding lines.


FAQs
Get a Free Consultation
Fill out the form below to connect with our experts and receive personalized recommendations for your application.