Dust-Free & Corrosion-Resistant Powder Handling Solution for Chemical Industry
Our chemical-grade screening and conveying system is designed for safe, enclosed, and high-efficiency handling of corrosive, toxic, and fine chemical powders. It integrates conveying, screening, and packaging into a sealed process to ensure production safety, environmental compliance, and stable product quality.

Applicable Chemical Powders
Our screening and conveying equipment is suitable for processing a wide range of chemical powders, including pigments and dyes, resin and polymer powders, battery materials (such as lithium compounds and graphite), fertilizers and agricultural chemicals, catalysts and additives, various fine inorganic powders (such as silica, alumina, and calcium carbonate), pharmaceutical intermediates, and powder coatings.

PTA Powder 
Silica Powder 
Sulfur Powder 
Zinc Sulfate 
Coal-based Activated Carbon 
Coatings 
Cosmetic Raw Materials 
Glauber’s salt 
Magnesium Carbonate 
Paper Mill Coatings
Challenges in Chemical Powder Processing
Chemical powder processing environments are complex and often hazardous. Manufacturers commonly face the following issues:
- Dust leakage causing environmental pollution and safety risks
- Corrosive materials damaging equipment and reducing lifespan
- Powder explosion risks in flammable environments
- Poor flowability of fine or hygroscopic powders
- Screening blockage due to stickiness or static electricity
- Strict environmental and safety regulations (EPA / OSHA)
Our Chemical Powder Handling Solutions
We provide fully enclosed, corrosion-resistant, and automated powder screening and conveying systems tailored for chemical production environments. Our designs focus on operational safety and material integrity, ensuring reliable performance even when handling hazardous or aggressive substances.
Fully Enclosed Conveying System
Prevents dust leakage and protects operators, ensuring safe material transfer in hazardous or volatile environments.
Corrosion-Resistant Design
Equipment available in SUS304/SUS316L, PTFE lining, or specialized anti-corrosion coatings for aggressive chemicals.
High-Precision Screening Technology
Ensures accurate particle size separation, even for complex materials like ultrafine or sticky chemical powders.
Custom Engineering Support
Tailored system design based on specific material characteristics, including corrosiveness, particle size, and bulk density.
System Compatibility & Equipment
Our chemical powder handling system integrates multiple equipment types to ensure stable and safe operation:
- Vacuum conveyor systems for sealed material transfer
- Vibratory or ultrasonic screening machines for fine classification
- Anti-corrosion buffer hoppers for flow stabilization
- Industrial dust collection systems for emission control
- PLC automation systems for intelligent process control
- Automatic weighing and packaging machines





Application in the Chemical Industry
Our solutions are widely used across the chemical industry, from fine chemicals to new energy materials, where safety and process stability are critical. We provide specialized systems for dust-free conveying and anti-contamination handling, catering to high-value powders and volatile materials. Whether it’s battery materials or petrochemical polymers, our technology ensures efficient processing while protecting both the product and the environment.
Fine Chemicals
Precise screening and conveying of sensitive, high-purity chemical powders.
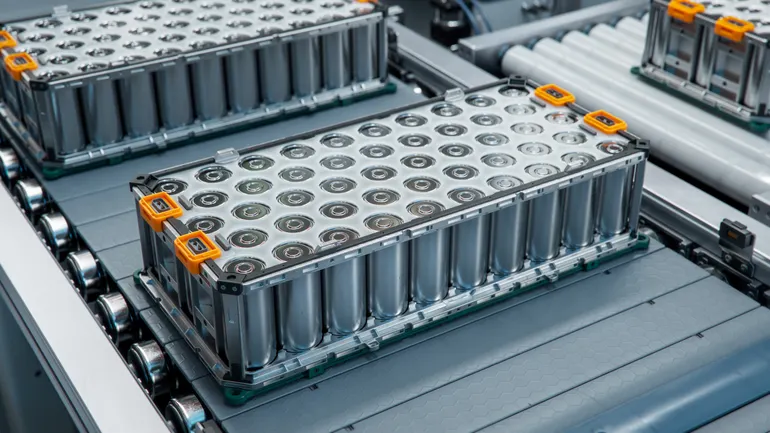
New Energy Materials
Dust-free handling systems designed specifically for lithium battery materials.

Petrochemicals
Secure transfer of resins, catalysts, and various polymer powders.

Agrochemicals
High-throughput processing for fertilizers and pesticide powder formulations.
Compliance & Safety Standards
- Designed for chemical industry safety requirements
- Supports EPA and OSHA compliance standards
- Anti-explosion and anti-static system options available
- Closed-loop system minimizes environmental impact
Get a Quote Now
We provide OEM/ODM solutions for screening and conveying systems,
tailored to your materials, capacity, and plant layout.